



新闻详情
回流焊温度过高与温度上不去的原因
发布时间:
2023-05-24 14:54
来源:
回流焊开始工作后,温区温度失控,温度持续升高或不上去,导致焊接产品质量不合格。这里晋力达给大家分析一下回流焊温度过高报警的原因,以及温度上不去的原因:
回流焊温度上不去或不融锡的原因:
1、检查回流焊热风电机是否转动,由于回流焊属于热风传导,电机不转会导致热量无法传递至产品上,而软件界面实际上却显示温度正常,这是由于每个温区的热电偶靠近加热区导致的一个缺陷,即使热风电机不转,也能显示温度正常,电热丝加热的空气吹不出来,热循环过程无法完成,温度上不去。但时间长了,相邻温区会向它溢出,最终会升上去,但会慢慢上下波动;
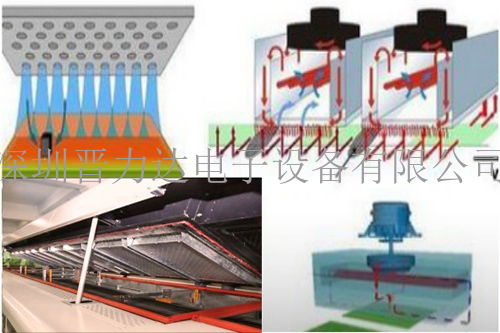
热风传导结构图
2、测量电热丝是否开路;关闭设备电源以后使用万用表电阻档量发热丝的阻值,无阻值及为发热丝烧断开路。

3、检查设备的控制部分,对加热进行检测和控制。固态继电器是否有输出,如果不确定,用相邻温区的继电器切换,判断继电器是否有故障。
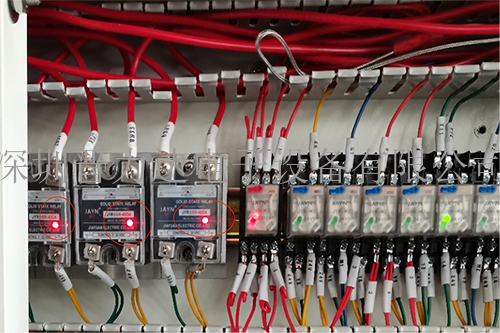
4、检查故障温区的固态继电器是否有输入交流220V,固态继电器均控制火线,量输入端与电源N线是否有交流220V电压,如电压低于190V或不显示电压就是前段电源输入问题,用相同方法往前排查单级开关,接触器,空气开关,输入电源线直至排查出问题所在,固态继电器在输出时会显示红色指示灯,但也不能排除指示灯损坏,使用万用表可以更好的排查出问题。
5、加热丝和电器排查都没有问题,如果三相电掉缺相,也会出现这样的情况,排查是否为外部电源缺相。
回流焊温度过高的原因:
一、我们要用万用表测试一下固态继电器是否击穿,击穿将使固态继电器处于常闭状态,不受控制导致发热丝一直处于加热状态。
二、检查回流焊热风电机是否转动,电机不转会导致过产品时温度被瞬间拉低,这时PLC会控制固态继电器一直加热,因为电机不转,热量无法传导至测温线,热量会以滞后的形式传导,导致温区温度忽高忽低。

三、PLC控制器故障控温不精准导致固态继电器持续输出,温度不受控制升高,需要更换PLC处理。
一般回流焊温度过高,就是以上三个原因。在操作回流焊时,要熟悉机器的工作原理和相关的零件,然后逐步排除。如果确认,可以通过更换零件进行处理和验证。
下一页
相关新闻

